3D Printed Clipper Guards
Custom Magnetized Guards for Wahl Clippers

Click here to download PDF report (highest quality)
Click here to download PDF report (lower quality)
BACKGROUND
Currently Wahl clipper guards feature a clip-on style attachment where the user aligns the guard with the clipper and presses it. This snap fit is a type of interference fit where a flexible metal clip is pushed over the bottom of the clipper. Wahl’s close competitor, Andis, makes a similar proprietary guard that features a stepped neodymium magnet instead of an interference fit. This is convenient in that it connects to the clipper with less room for error. The user can align the guard and then let it go and the magnet clings to the clipper.


Due to the wide popularity of the Wahl cordless clippers such as the Seniors and the Magic Cips, Wahl clippers can be found in every barbershop. These rechargeable clippers are so popular that some barbers will take the Andis magnetic guards and use them on the Wahls. Many prefer the quick interchangeability of the magnetized guards. However, they are not designed to work as both companies have different clipper dimensions (the fit is loose). Barbers will even modify the Andis clippers to fit firmly on their Wahls.
PROJECT PLAN
OBJECTIVE
Rapidly prototype a magnetized version of the Wahl guards beginning with the #2 guard and altering the design to make both the #1.5 and #1 guard additionally.
SCOPE
The guards must attach to the Wahl clippers with the correct fit, produce the proper cut length, and maintain durability (able to withstand a haircut).
The stepped magnetic disc must stay attached to the guard.
TASKS
Utilize FreeCAD to model the basic shape of the #2 Wahl guard using vernier calipers.
Create a pocket for the stepped magnetic disc in my model.
Model an interference fit for the magnet that does not slip out of hole.
Utilize PrusaSlicer to setup gcode for 3D printing.
Ensure cutting teeth do not come into contact with the guard.
Repeat trials to achieve a smooth and sturdy part that will not snag hair while cutting.
Test full #1, #1.5, and #2 guards on haircut and ensure comfort and durability.
CREATING A #2 GUARD
DESIGN

Modeling the overall shape of the #2 Wahl guard
In order to create the clipper guards I took measurements with calipers and sketched the overall shape, estimating the angles and curves. I noticed that FreeCAD requires more attention to detail when constraining and dimensioning. It can be tricky finding conflicts because the program only alerts you there is an error. Sketches do not become fully constrained and enclosed until the sketch turns green.
After some tweaking and estimating curves, I arrived at my first completed model. The next step was to upload the 3MF file into the slicer. I utilized Prusaslicer with supports on the build plate only at 0.10mm detail.
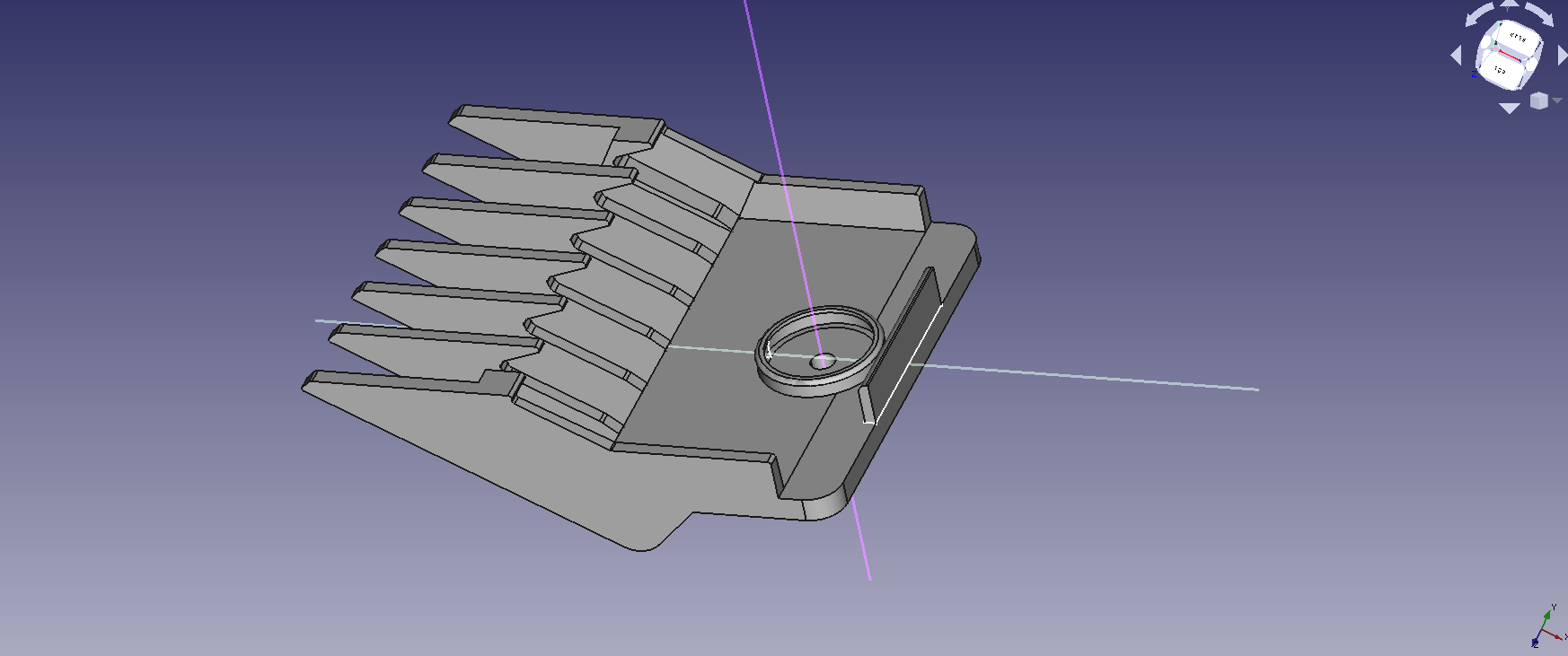
In order to create a pocket for the stepped magnetic disc, I created a revolved groove with a slight overhang so that it would fit firmly (interference fit).

3D PRINTING
Getting the thin teeth of the clipper guard to adhere to the heatbed was a challenge. I had a few unsuccessful attempts where the tips started warping upwards. This is a phenomenon in 3D printing where the cooler top layers begin to cool mo re rapidly than the layers below.
ANALYZING THE RESULT



First prototype at 0.10mm detail, supports on build plate only, 20% infill, silver PLA, approx. 2 hrs 20 mins

Layer shifting along teeth
In the first prototype I encountered a few issues:
The teeth overhang were too close to the clipper cutting teeth.
There was a slight gap (1mm) between each side of the clipper and guard.
The adhesion of the first layer was still not optimal and subsequent warping which led to some layer shifting further along the z-axis of the part.
The hole for the stepped magnetic disc was slightly too large, allowing some movement.
Additionally, the quality of the overhanging layers had noticeable lines when printing on top of support material.
HEATBED ADHESION AND SUPPORT MATERIAL Z-GAP

Support material nearly fused to part when reducing Z-Axis gap to 0.05mm
In the next phase of prototypes I made the following alterations:
Adjusted the profile for the clipper cutting teeth to allow for more movement
Increased the sidewall thickness to tighten the fit
Applied a layer of glue on the heatbed to increase layer adhesion
Decreased the diameter of the inner wall of the hole to tighten the fit
Reduced the Z-Axis gap (distance from between support material and part) to from 0.10 to 0.05mm to try to improve the quality of the overhanging undersides where the part is printed on supports

Flipping the guard, adjusting support material and inclusion of brim
However, I made two important discoveries during this phase. Since the underside of the clipper had overhanging sections, that would mean that you would be essentially printing over air and that reducing the Z-axis gap to zero would mean that the support material would fuse to the part. Additionally, the glue was helpful but I realized that I could be printing with a brim, a first layer perimeter built with a 5mm radius around the part. The brim attaches only temporarily and helps hold down the first layer of the part. This would act to reduce curling of the thin clipper teeth.
My next attempt would be to flip the clipper guard so that the finished side would be the bottom of the clipper (this is the side that comes in contact with the hair) in order to produce a smooth finish. Additionally, I included the 5mm brim in PrusaSlicer pictured in dark green and defaulted the Z-axis gap to 0.1mm.
FLIPPING THE GUARD AND ADDING BRIM



The guard teeth adhered to the bed very well (no signs of curling) with the inclusion of the brim. Additionally, the bottom of the clipper was very smooth but the inside was slightly rough as expected. I was willing to make this tradeoff in order to cut hair without any irritation or snagging.
Because the magnetic disc hole was printed as an overhanging feature, a slight tolerance shift occurred. The diameter increased from 10.85 to 10.93mm. This was caused by less contraction of the PLA when printed on support material. The tolerance increased to the point that the magnetic attraction force exceeded the axial holding force to disengage the magnet.
REDESIGNING MAGNET HOLDER

Isolating in Prusaslicer
I utilized Prusaslicer to trim down most of the clipper guard in order to isolate the stepped magnetic disc holder. This allowed me to dial in the correct size of the diameter for the interference fit, 10.95mm per design and 10.87mm measured. The magnet itself is 10.94mm. The shrinkage accounted for about 0.07% of the original diameter, consistent with previous testing I have done. However, I realized that there was still a possibility that the magnet would slip out.

I transferred the STEP file from my original model into Fusion 360 and updated the magnet holder. Previously I was inserting the magnetic disc from the top, but now I would insert it from the bottom of the guard. This would eliminate the chances of the magnetic disc from attaching to the clipper. The same interference fit would be used on the bottom, but would allow the magnet to stay held in the midsection.

Updated design to ensure stepped magnetic disc would not attach to clipper
Inserting the magnet video demonstration
MODELING AND PRINTING #1 AND #1.5 GUARDS
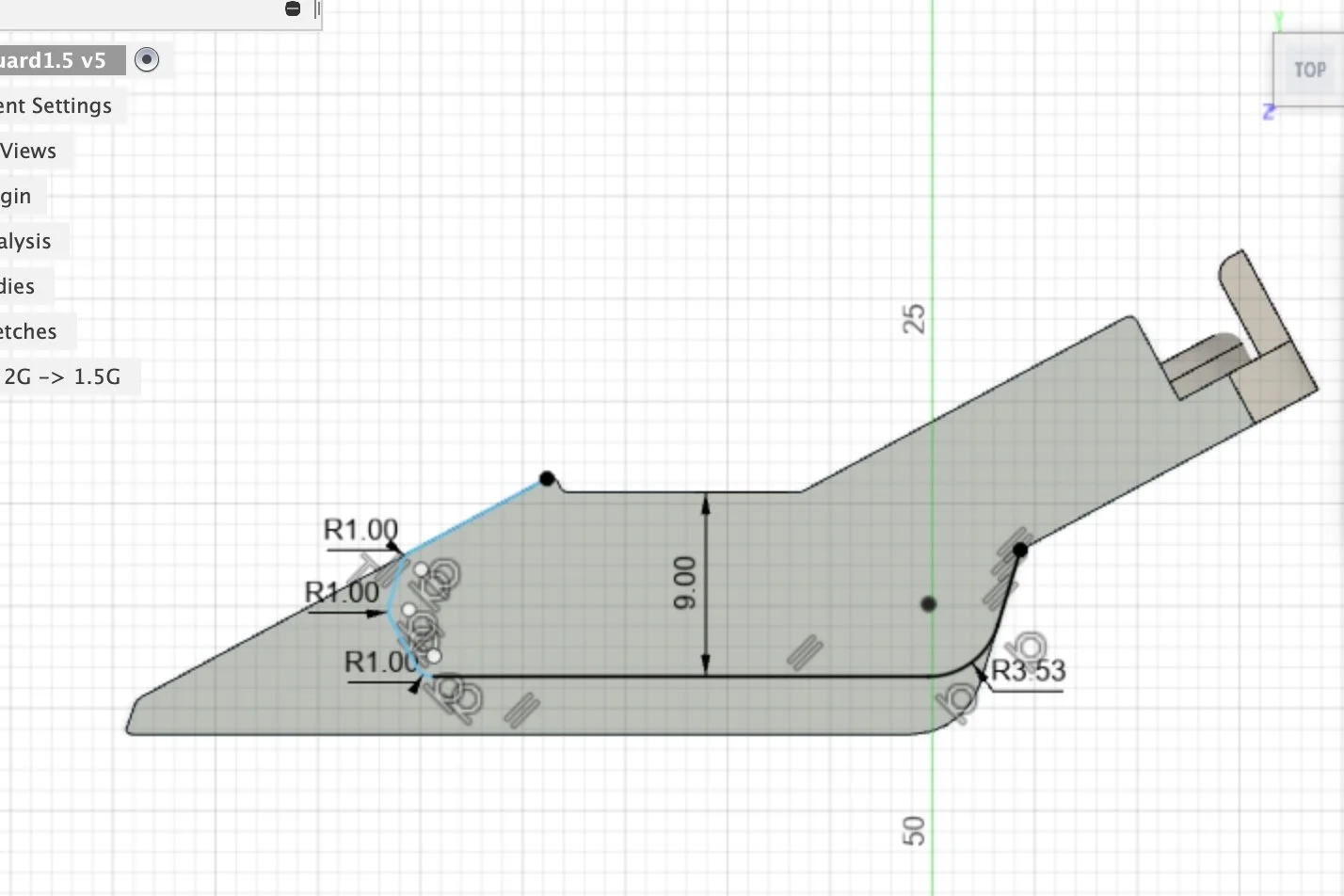


I adjusted the original #2 guard design maintaining the original fit to the clipper. I reduced the cut length to be 3/16” and added additional support for the guard teeth highlighted in blue. This was done to try to maintain the rigidity of the teeth as I was reducing the size.
The process for the #1 was the same only that the cut length would be ⅛”. Additionally, I added more material to the guard teeth in order to ensure I would be able to print and use the guard without breaking the teeth.

There was a layer shift on one of the teeth of the #1.5 guard so I knew I needed more supports which are only added when angles exceed 55 degrees from vertical by default. Added supports in the triangular portion of the teeth yielded clean results.
TESTING
I completed a haircut using the combination of three guards on my Wahl Magic Clips. The haircut was free of any snagging or pulling and I confirmed the length of the hair matched the existing guards. I was able to test this by first cutting first with the original #1 guard and then proceeding to use my customized #1 guard to see if any hair could be cut after the first pass. I did this process in reverse order to ensure that my customized #1 guard was not cutting longer than intended.








CONCLUSION & LESSONS LEARNED
In this project I addressed the need for magnetized Wahl guards by designing and rapidly prototyping a set of three guards. After making many adjustments in FreeCAD and Fusion 360, I realized I could have done better with labeling. It’s much easier to quickly reference names of sketches rather than search for each one. I also improved my intention with constraints and dimensioning - I now know to try to use as many relations and ensure that critical segments are dimension driven to make future adjustments.
I also spent a lot of time in PrusaSlicer, tweaking the settings to produce the result I intended. I learned that the orientation, support, bed adhesion, and shrinking were all important factors that need to be considered in every print - especially with small, thin parts.